Für Gas- und Vakuumtechnik im Einsatz
Runddrahtdichtungen sind in der Gas- und Vakuumtechnik im Einsatz. Bewährt haben sich Aluminium, Kupfer, Silber, Nickel im weichgeglühten Zustand. Es können sowohl gedrehte Ringe als auch Ringe aus kalibriertem Draht gebogen und verschweißt geliefert werden. Runddraht-Dichtungen werden vorwiegend in Nuten eingelegt.
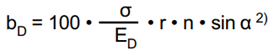
Einige Möglichkeiten sind nachfolgend aufgezeigt. Werden die Dichtungen überwiegend elastisch verformt, ist für die Berechnung der Vorverformungskraft zunächst die sich einstellende Dichtflächenbreite wie folgt zu ermitteln:
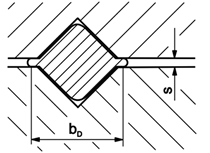
Hierbei ist zu beachten, dass bei kleinem Draht und/oder kleinem Dichtdurchmesser hohe Anforderungen an die Nut und an die Dichtung hinsichtlich der Maße, Toleranzen und der Oberflächengüte gestellt werden. Es empfiehlt sich, gedrehte Ringe einzusetzen. Bei der geschweißten Ausführung ist eine starke plastische Verformung hervorzurufen. Wird der Werkstoff vollplastisch verformt, wie z. B. bei Aluminium, Weichkupfer, Silber oder Gold, ist die Dichtbreite gleich der Nutbreite b. Die vollplastische Verformung erfordert sehr viel höhere Schraubenkräfte als die überwiegend elastische Verformung. Die Querschnittsflächen sind bei der vollplastischen Verformung so zu dimensionieren, dass der Runddrahtring den Nutenquerschnitt im verformten Zustand ausfüllen könnte. In der Regel wird ein Spalt s von einigen zehntel Millimetern verbleiben.
1.0333, 3.0255, 2.0090, 2.4066, FK-Silber
| Werkstoffe | Eisen 1.0333 | Aluminium 3.0255 | Kupfer 2.0090 | Nickel 2.4066 | FK-Silber | ||
|---|---|---|---|---|---|---|---|
| Empfohlene max. Rauhtiefe der Flanschflächen | µm | von bis | 3,2 6,3 | 3,2 6,3 | 3,2 6,3 | 3,2 6,3 | 3,2 6,3 |
| Flächenpressungsgrenzen für 20 °C | N/mm2 | σv σϑ | 265 600 | 70 140 | 135 300 | 190 510 | 100 190 |
| E-Modul bei 20 °C | kN/mm2 | 210 | 70 | 128 | 206 | 79 | |
| Flächenpressungsgrenzen für 300 °C | N/mm | σv σϑ | 265 390 | - - | 135 150 | 100 480 | 100 145 |
| E-Modul bei 300 °C | kN/mm2 | 185 | - | 114 | 118 | 70 | |
